Every sheet metal project begins with a challenge: turning flat metal into precise, functional parts. Without proper understanding of key operations, you risk wasting materials and time on failed attempts.
Sheet metal operations consist of three main processes: cutting, bending, and finishing. Each operation requires specific tools and techniques, with cutting typically done through shearing or laser cutting, bending performed on press brakes, and finishing including deburring and surface treatments.
I've spent years working with sheet metal, and I've learnehttps://dingstamping.com/sheet-metal-operations-in-a-modern-factory/d that mastering these operations is crucial for quality results. Let's break down each operation to understand what makes them work effectively.
How do you choose the right cutting method for sheet metal?
Getting your cutting method wrong can lead to wasted material and costly rework. I've seen many projects fail simply because of poor cutting choices.
The best cutting method depends on your precision needs and volume: shearing machines for basic cuts, punching for high-volume production, and laser cutting for complex shapes and high precision requirements.
Detailed Analysis of Cutting Methods
Shearing Machines
- Best for: Simple straight cuts
- Accuracy: ±0.5mm
- Cost: Low
- Production speed: Medium
Punching
- Best for: High-volume production
- Accuracy: ±0.1mm
- Cost: Medium
- Production speed: High
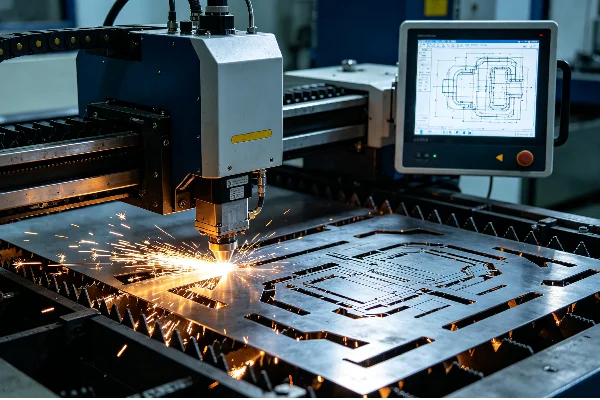
Laser Cutting
- Best for: Complex shapes
- Accuracy: ±0.05mm
- Cost: High
- Production speed: Medium
After cutting large metal sheets, I always recommend letting them rest to release internal stress. This prevents warping during subsequent bending or welding operations.
What are the key factors in sheet metal bending?
I've seen countless parts ruined by incorrect bending procedures. The wrong approach can result in cracks, uneven bends, or parts that simply don't fit together.
Successful sheet metal bending depends on three key factors: minimum bend radius (typically 5mm for 1mm thick material), die width selection (usually 6 times material thickness), and proper bending sequence (inside bends first, then outside).
Understanding Bending Parameters
When it comes to bending sheet metal, several critical factors need consideration:
-
Minimum Bend Edge Requirements:
- 1.0mm sheet: 5mm minimum bend edge
- 2.0mm sheet: 10mm minimum bend edge
- 3.0mm sheet: 14mm minimum bend edge
-
Die Selection Guidelines: Material Thickness V-die Width Common Applications 1.0mm 6mm Electronics housings 2.0mm 12mm Structural components 3.0mm 18mm Heavy-duty brackets -
Bending Sequence Rules:
- Inside bends before outside bends
- Smaller bends before larger ones
- Special features before standard bends
- For hem edges, bend to 30°-40° first, then flatten
For long workpieces, I always use press brakes with crowning compensation to prevent the "sagging effect" in the middle of the bend. This ensures consistent bend angles across the entire length of the part.
Conclusion
Understanding sheet metal operations comes down to selecting the right cutting method, following proper bending procedures, and maintaining precise control over each step. Success depends on careful planning and attention to these fundamental principles.


